寶利蘇迪焊接技術(上海)有限公司 TIG管道自動焊機|TIG管板自動焊機|TIG堆焊設備|機器人TIG焊機
18964578529


2025-09-13 05:17:05
鎢極準備與安裝是寶利蘇迪Polysoude管道自動TIG焊機,管管氬弧焊機操作的關鍵步驟之一。鎢極易碎,必須小心處理。為了獲得良好的焊接效果,鎢極必須完美干凈。應避免填充金屬和鎢極接觸,否則鎢極會迅速損耗。Polysoude提供的鎢極由鎢合金和鑭等其他元素制成。它引弧順暢,電弧穩定性更高。鎢極必須具有錐形端,才能保持穩定和集中的焊接電弧。鎢極直徑的修整角度和扁平端部的直徑取決于焊接電流。用于相同工件應用的鎢極必須具有恒定的幾何形狀,以確保結果的可重復性。鎢極的末端必須始終包含一個平坦的表面。鎢極末端的形狀對引弧影響重大(必須定期檢查)。鎢極研磨必須沿著中心線進行。使用臺式研磨機可確保操作簡單、快速且達到高標準。鎢極的長度和直徑必須與管的厚度相匹配。每種鎢極都有承受電流范圍。不銹鋼薄壁管管道焊機可以把焊接參數轉存到個人電腦中處理及歸檔;可以從焊接電源直接打印焊接程序。上海自動TIG焊機管道自動焊機廠家

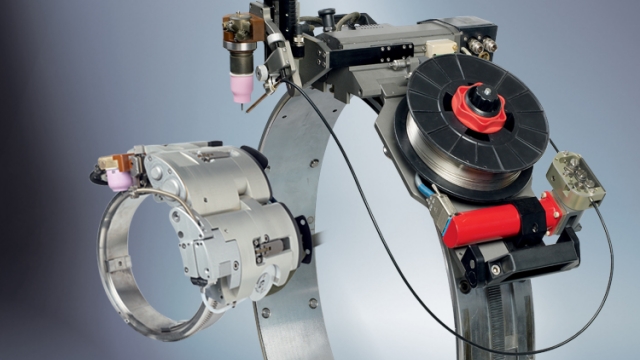
寶利蘇迪MW系列封閉式管管焊機根據可焊管外徑大小分為四種產品:POLYSOUDE自動管管焊機MW40:可焊管外徑6至40mm,1/4英寸-11/2英寸;
POLYSOUDE自動管管焊機MW65:可焊管外徑12至65mm,1/2英寸-21/2英寸
POLYSOUDE自動管管焊機MW115:可焊管外徑25至115mm,1英寸-41/2英寸
POLYSOUDE自動管管焊機MW170:可焊管外徑80至170mm,31/8英寸-65/8英寸
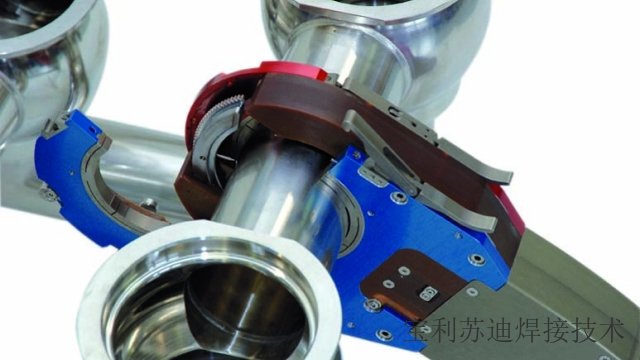
用戶可根據自身工件規格來選擇合適的機頭產品。焊接電源可共用,即選擇一個管焊電源搭配兩種規格管焊機頭。客戶可選配雙焊接機頭切換箱來實現兩個機頭的切換使用,從而提高工作效率。 山西鋼管自動焊機管道自動焊機寶利蘇迪L型窄間距機頭在全自動管焊機MW基礎上改制,適用于自熔不填絲以及填充熔化性填塞兩種方式。

寶利蘇迪POLYSOUDE薄壁管自熔管管焊機,不銹鋼管焊機MW,UHP擁有非常廣泛的應用,例如在以下領域:航空航天、半導體微電子,生物化學,儀器儀表,食品飲料,制藥行業的不銹鋼管道自動焊接,潔凈管道焊接,水處理設備制造安裝,氣體高純管路焊接等。采用不填絲自熔TIG氬弧焊接工藝,全位置焊接,管子材質多為奧氏體不銹鋼,鎳基合金或鈦合金。直徑覆蓋范圍為1.6mm至170mm,壁厚大多在0.2 mm至2.8mm之間。機頭設計為封閉氣室,可獲得良好氣體保護,滿足以上行業焊接要求。
便攜式管道自動焊機MW,UHP系列采用分區功能來編制焊接程序。在管管對接焊中,尤其是針對小直徑管子的焊接,如果整圈使用同一個電流,容易造成前半圈焊透,但是后半圈凹陷,或者前半圈未焊透,后半圈焊透的情況。針對這一問題,我們的設備使用分區功能來解決。即在整圈焊接過程中,我們分成不同的區間段來進行焊接,每一個區間使用不同的電流。如屏幕所示,我們可以增加區間,可以增加多個區間,每個區間都使用不同的焊接電流,這樣就可以保證整圈焊縫的一致性。寶利蘇迪POLYSOUDE特氣管路焊機UHP專為不銹鋼管自熔焊接設計,可焊管外徑1.6到33.7 mm,用于微型接頭焊接。
在使用寶利蘇迪不銹鋼管道自動焊機,封閉式便攜管焊機MW,UHP前,需檢查焊接保護氣體回路,設定氣體流量和壓力。開始焊接時,整個氣路必須按測試氣體按鈕至少20至30秒。一到兩道焊縫要求開始時達到正常保護水平。根據結果,調整流量以使顏色達到您的需求。氣體流量過高會引起電弧偏移。焊接氣體為氬氣。在需要提高效率時選擇氬氫混合氣體或氬氦混合氣體。大多數軌道TIG焊接應用需要焊縫根部內部具有較高質量,因為這是焊縫中直接與輸送介質接觸的部分。為了避免任何氧化風險,在焊接操作前,中,后,管內熱金屬必須防止與大氣中的氧氣接觸。根據待焊材料(碳鋼,不銹鋼,銅,鋁,鈦等)的不同,會向保護氣體中添加氮氣或氫氣等還原性成分。寶利蘇迪POLYSOUDE提供可靠的自動化TIG管管焊接設備,可用于潔凈室環境下的高純、超高純焊接生產。山西鋼管自動焊機管道自動焊機
寶利蘇迪全自動管道電焊機MW、UHP采用鎢極氬弧焊焊接工藝,焊接質量高。上海自動TIG焊機管道自動焊機廠家
針對雙相不銹鋼管道焊接,寶利蘇迪提供全套自動化TIG焊接設備供選擇使用:MW、UHP封閉式管管焊機可用于外徑1.6至170mm的高純管路焊接。雙相不銹鋼具有優異的強度和隔熱能力,可以承受極端的溫度和壓力,但是這種材料也很難焊接。隨著鐵素體含量的增加,雙相鋼和超雙相鋼的力學性能和物理性能都會下降。寶利蘇迪Polysoude軌道焊接技術可提供可靠工藝,確保焊接熱量輸入盡可能地低,從而保證比較低鐵氧體水平。根據需要裝配的工件,我們提供全套自動化TIG焊接機頭和先進的電源供選擇使用:MW不銹鋼管道自動焊機可用于外徑6至170mm的各種潔凈管道焊接中。 上海自動TIG焊機管道自動焊機廠家